

INTRODUCTION
Since thinking in an orderly manner precedes working in an orderly manner, using good failure analysis management techniques can help find root causes of failures more quickly. To do good failure analysis a leader and an analysis process are needed.
Eight steps
This presentation discusses the eight steps of applied failure analysis, the people involved, and their job responsibilities. An orderly approach such as the eight steps will help the analyst do the right things at the right time. The failure analysis team consists of customer, dealer and factory people, and each has an important part in the failure analysis process. Failure analysis is most successful when each team member fulfills his job responsibilities.
Failure analysis
Failure analysis can be defined as "Thoughtful review of product and environmental FACTS which leads to identification of ROOT CAUSES of product problems." "Facts" and "root cause" are emphasized because facts are the key to finding the root cause.
Root cause?
When a failure occurs, the damage can be fixed and the machine put back to work, or the root cause can be found before repairs. The analyst should get into the habit of asking the question, "Is this the root cause or a result?" It is a bad day when a customer has a failure, but it is a much worse day when he has a repeat failure.
Road signs
There are facts in all failures which tell whether the analyst is on the road to the root cause or to results. These facts are nicknamed "road signs" because they often tell not only that the damaged part is a result, but also help the analyst know which way to go to find the cause. Following results leads to false conclusions, mistakes, and unhappy customers, while identifying root causes leads to accurate conclusions, problem solution, and satisfied customers. So in failure analysis work the analyst must constantly evaluate the road signs to be sure he stays on the root cause path.
When
Failure analysis is best done immediately after a problem is noticed and while facts are fresh. It should be done at or near the job site, and should be managed by the local failure analysis leader. Customer, dealer and factory personnel should gather facts and assist the failure analysis leader when necessary.
EIGHT STEPS OF APPLIED FAILURE ANALYSIS
The failure analysis leader should follow a logical, fact based approach such as the eight steps of applied failure analysis. The first five steps of the process start with a product complaint and end with identifying the root cause. The last three steps include communication and proper corrective action. Each step prepares the analyst to accomplish the following step. Each step must be done well to do good failure analysis work.
Step 1--State the Problem Clearly and Concisely
Step 1 is to state the problem clearly and concisely. Failure analysis is needed when things are deformed, worn or broken, not when the problem can be resolved by adjustment or proper operation. The analyst should get basic product background information and determine if failure analysis is needed. In this step things that are wrong are "fenced in." The problem statement describes things that are not ok: things that are deformed, worn, or broken. The analyst should not make the fence too large and include things that are still ok. On the other hand, he should not make the fence too small and exclude things that are not ok.
If failure analysis is needed, the analyst should begin the failure analysis process by writing a problem statement. The problem statement should include:
1. The complaint
2. The specific area or component that is not ok

Write down complaints, unusual sounds, odors, etc
Complaints occur when people think they see, hear, feel or smell something wrong. Complaints should be investigated until what is wrong is identified. Complaints may be black smoke, loss of power, vibration, running hot, hydraulics responding too slowly, engine will not start, unusual sounds or odors, etc. Also, machine model and serial number, time in service, operational conditions, and facts about past repairs or difficulties should be obtained.
Identify the specific area or part that is not ok
The component or specific product area which is not performing properly should also be identified. Careful questioning can help identify things that are not ok. For example, the analyst should follow leaks to their source. He should ask enough probing questions and do enough investigation until the component or specific area that is leaking has been identified.
Problem statement
A problem statement should contain the complaint and the specific product area that is not ok. The problem statement, "The left track on the D8 tractor is scraping and jerking" has both the complaint (scraping and jerking) and the specific product area (left track).
Step 1 Importance
Step 1 is important because a good problem statement clearly defines what is not ok, focuses thoughts for step 2, and helps prevent mistakes and needless repairs. For example, a farmer began to use his tractor for spring plowing and found he had low power, black exhaust smoke, and the turbocharger did not whistle like it normally did. He concluded that he had a bad turbo, bought a new one, installed it, and found he still had the same problem. Further investigation revealed a bird had made a nest in his air inlet piping over the winter, creating severe inlet air restriction. Needless repairs were made and work time was lost because a good problem statement was not made. The farmer made the "fence" too tight, replaced a turbo that was "ok," and excluded the air inlet piping that was not ok.
Step 2--Organize Fact Gathering
Step 2 is getting organized for fact gathering, or planning ahead. The analyst should review the problem statement and think about areas that could have led to the failure. He should write down key areas to get more facts and list any necessary literature, tooling, facilities, equipment, people, time schedules and precautions that will be needed while gathering facts. In a similar way, a plan to build a house is needed before beginning construction. Safety for people and equipment should also be considered in this step.
Beware of preconceived ideas
As the analyst proceeds with step 2, there are continuing opportunities to use preconceived ideas, or ideas that form as information is obtained. For example, if a customer complains that his engine made a loud knocking noise and locked up, the analyst may have a preconceived idea that low oil level caused insufficient lubrication. But as more facts are gathered he may find that the oil pump gears failed and oil flow stopped. Using preconceived ideas is dangerous because it can lead in the wrong direction and cause wrong conclusions.
Root causes may be in the past
When planning fact gathering, the analyst should remember that events occur along a time line, and that failure can occur many weeks or months after the root cause event happens. For example, a cooling system problem can overheat an engine for a short time, damage pistons, be corrected, and not cause immediate failure. The operator may then run the engine with damaged pistons for many days or weeks before piston failure occurs. As the failure progresses performance may still be "good." Only after failure occurs is performance "bad." If no root cause facts are found just before failure, the analyst should begin gathering facts from the past.
Plan ahead to get only facts
Before beginning fact gathering, review the possible types of information available:1. False -- always wrong
2. Assumptions -- often wrong
3. Opinions -- sometimes wrong -- evaluate credibility
4. Feelings -- can lead to exaggerations and error
5. FACTS -- the actual details needed
Quantitative and qualitative questions help insure facts are being gathered. For example, simply asking "Was there oil in the crankcase?" will get less useful information than asking "How much oil?", and "What did the oil look like?" Inaccurate or wrong information will cause everything that uses that information to be wrong also. Only facts are acceptable.

Fact recording items:
Observing and recording facts is easier if the analyst is prepared in advance. Items such as paper and pen, camera and film, flash attachment, flashlights, extra batteries, magnifying glass, oil filter cutting tool, pick, black marker, and a magnet make identifying and recording the facts much easier. Other equipment, such as a stereo zoom binocular microscope, closeup camera lenses, digital cameras, and video cameras are also extremely useful in observing and recording facts on damaged parts.
Minimum equipment
The minimum fact gathering equipment should be a camera, magnifying glass, paper, pen, and pick. Facts should be recorded in a booklet with bound pages to avoid losing or misplacing information.
Step 2 importance
Step 2 is important because it helps the analyst plan ahead and prepare the thoughts, equipment, and people necessary to do an organized failure analysis. This is like getting organized to go on a fishing vacation and thinking of all the travel, camping and fishing items needed to have a great vacation.
Step 3--Observe and Record Facts
Step 3 is to observe and record facts. The analyst should follow the plans made in step 2 and gather as many facts as possible. Some tiny facts need to be magnified before they can be recognized. The analyst should get a magnifier and use it regularly. He should record facts by writing them down and taking pictures, not relying on memory. Also, pictures record visible facts that may have been missed and make it possible to go back and continue gathering facts even after the parts are gone.
Three fact sources
Facts are what was seen, heard, felt or smelled, etc. Fact sources include:1. the job site
2. damaged parts
3. metallurgical labs
Service reports and maintenance records should be reviewed and facts gathered from them.
The analyst should be patient and take the time needed to observe and record as many facts as possible. Later on these facts will produce events for a time line.
On difficult problems, facts can personally be gathered to reduce the chance of communication errors. In most instances, however, others will do fact gathering. It is therefore important that all who will gather facts understand the basic principles of good fact gathering and insure that facts are recorded.

Application, operation and maintenance facts are important
The job site has operational facts that often lead to the root cause of failure. Operators can give quantity and quality facts about application, operation and maintenance. These facts may be about steep slope operation, shock loading, overheating, noisy operation, maintenance procedures, etc.
Failed parts have many facts
The analyst should also inspect damaged parts and use the principles of visual examination, metallurgy, wear and fractures to identify facts. He should ask the question "What do I see?" and write down the surface features present. For example, he should write down that this bearing is black and has extruded metal at the edge. The analyst should look at each part and record all the facts before moving to the next part.
Metallurgical labs can get microworld facts
Metallurgical labs can get microworld facts about metal quality, heat treatment, fracture origins, etc., but reports may be difficult to understand and assistance may be needed to interpret the metallurgical findings.
Step 3: get the facts
Step 3 is important because it gathers facts which are the building blocks of good failure analysis. The analyst should get as many facts as possible before proceeding to step 4.
Step 4--Think Logically with Facts
Step 4 is to think logically with the facts. Putting facts together is similar to putting pieces of a jigsaw puzzle together -- it helps see the bigger picture. In failure analysis work the analyst seldom has all the facts because some are usually lost or destroyed during failure and repairs.
Turn facts into events
When all possible facts are gathered, the analyst should look at each fact and ask "What does this fact mean?" Something happened earlier which produced the fact. These are events. Sometimes several facts will help identify the same event. Events are dynamic, moving actions that occurred earlier. Events do action things like make noise, smoke, and radiate heat. Events have nouns and verbs. The analyst should make a list of events from gathered facts.
Write each event on a piece of sticky paper
As events are identified, the analyst should write each one on a piece of self-stick paper. Paper with a self-stick back can be moved around on the time line later on without erasing and rewriting events.
Draw a time line
The analyst can now put the events in a time sequence to help understand the failure progression. He should begin by drawing a vertical or horizontal line, then writing "new" or "good" on one end and "failed" or "broke" on the other end. This will be the "time line" for the failure.
Sequence events on the time line
The analyst should begin putting events on the time line by taking any event and placing it in the middle of the time line.Then he should take a second event and decide if it happened before or after the event already on the time line. For example, if the event "got a black eye" was on the time line, the event "got hit in the eye" would go before it because the eye got black because it had been hit. The analyst should repeat this process until all events are on the time line. He should then rearrange the events until each event leads to or causes the next event. If some events are difficult to put on the time line, the question "How long did this event take to occur?" can help sequence the events properly.

Step 4 is important
Step 4 is important because thinking logically with facts identifies events that took place and puts them in a time sequence. At the end of step 4 the analyst should have a logical sequence of events placed on a time line to make it easy to see and understand what happened and at what time.
Step 5--Identify Most Probable Root Cause
Step 5 is to identify the most probable root cause. The words "most probable" are used because some facts are usually lost and events on the time line are someone’s interpretation of what the facts mean. If more facts become available, the events on the time line may change. So it is appropriate to say:"most probably this is the root cause."
Three parts:
The root cause has three parts:1. What happened
2. How it happened
3. Who did it.

Events on a time line are usually "What" happened
The analyst should begin by looking at the events on the time line put together in step 4. Those events are often "What" happened in a time sequence. Sometimes the events do not answer "How?" or "Who?", and the analyst must go farther.
Root cause or result?
The analyst should look at the first event on the time line and determine if this event is part of the root cause or a result.
Are "How" and "Who" questions answered?
If it is the root cause, the events should also answer the "How" and "Who" questions. If these questions are not answered, the analyst must go farther.
Branch" off the first event
If the first event is a result, the analyst should brainstorm a list of possible cause events that could have happened earlier, then look for facts in each possible event area to see if the event occurred. For example, if abrasive wear was the first event, he should list all possible earlier events which could cause debris to enter the system and then get facts in those areas.
Cross off possible causes for which no facts are found.
If no facts are found to support a possible cause event, the analyst should cross it off the list. When facts are found, he should stay on that fact trail until the new event is identified. The new event is now the first event on the time line.If this new event is also a result, repeat this process until the first abnormal event is identified. This process should complete identification of the root cause.

If no events fit
If none of the possible events fits the facts and events on the time line, the correct root cause event may not have been on the list, the problem statement could have been wrong, or bad information could have been gathered. Here the analyst should recheck the root cause list, the problem statement, and the facts.Since everyone sees things a little differently, it usually helps if the analyst consults with the other failure analysis team members and obtains their ideas about events, time lines and possible root causes. They may have seen a different picture and may have some new possible causes to check out.
By following this procedure the analyst should be able to continue putting events on the time line until the root cause is defined.

Write a root cause statement with
After identifying the root cause, a root cause statement can be written. The root cause statement should contain simply what happened, how it happened, and who did it.
Use the "double check" question before proceeding to step 6
After arriving at the most probable root cause, and especially if there are too few facts and events, the analyst should ask the "double check" question: "Is there any possible way the other party could have caused this failure?" The analyst should write down possibilities, gather more facts (including appropriate failed iron), and check each possibility. This can lead to new events and possible root causes that may have been overlooked. The "double check" question helps the analyst see a bigger picture, including his possible problem areas as well as those of others. When the double check question has been answered, the analyst will be ready to communicate about the most probable root cause of failure.
Step 5 importance
Step 5 is important because identifying the root cause enables good communication, accurate repairs, controlled costs and improved relationships between factory, dealer and customer personnel.
Step 6--Communicate with Responsible Party
Step 6 is to communicate the root cause to the responsible party and get instructions for corrective action.
Sender's duties
In communication sometimes the analyst will be a sender and sometimes he will be a receiver. As a sender he needs to:1. Have a clear "picture" of the situation in his own mind and have necessary supporting facts before attempting communication, or in other words, he needs to be competent about the problem. (Competence comes through thinking with facts and identifying events until he understand why and how problems occurred. Competence also helps him become confident).
2. Consider the receiver's background and adapt the presentation to his education and experience level.
3. Present a logical, organized, message.
4. Send a positive, "win-win" message to the receiver. He should be interested in other’s success as well as his own, and desire to success for everyone

Receiver's duties
Receivers have some key duties also. They should:1. Be good listeners and pay attention to the speaker
a. Listen selectively -- Tell the sender what facts are needed and through feedback keep him on the subject.
b. Listen responsively--Help the sender communicate by showing interest, feeling, agreement, disagreement, etc.
2. Send positive "win-win" messages during feedback. Let the sender know they are interested in success for everyone.

Three media
In communication both senders and receivers should send as many "win- win" messages as possible through three media:1. Body language -- 58%
2. Tone of voice -- 32%
3. Words -- 10%
A management survey showed that the people obtain most credibility with others through body language (about 58%), then through tone of voice (about 32%), and finally through words (about 10%). This shows that people believe what they see more than what they hear or read.

Positive things with body language include
Positive things can physically be done to take full advantage of the 58% body language:1. Friendly smile
2. Firm handshake
3. Neat, clean appearance
4. Good eye contact
5. Want to be of service

Positive things with tone of voice include
Positive things can be done to take full advantage of tone of voice:
1. Friendly
2. Kind
3. Positive
4. Sincere
5. Interested
6. Want to be of service

Positive things with words include
Some positive things the analyst can do with words are:1. Use good topic sentences followed by specific details.
2. Consider the reader background.
3. Define new words.
4. Avoid abbreviations.
5. Want to be of service.
It is attitude that naturally controls the way a person looks, sounds, and talks, and that attitude is largely a result of a person's outlook on life. The analyst's attitude needs to be:
1. Positive
2. Enthusiastic
3. Service oriented
4. "We Can" oriented

People grow from amateur to professional
This chart depicts development from amateur to professional capability in any field. Without education or experience people perform as amateurs, making mistakes and having failures. Education classes and practical experience make a person a professional, or one who understands and does the job right the first time.People who make repeat mistakes are often amateurs in mechanical areas, and unless the analyst can help them grow to a professional level about their problem, they will not agree to make any changes or improvements. Customers who are at the bottom of the chart need help becoming professional before they are asked for commitments to change, for if they are not ready, the answer is almost always "no", and once such a position is taken, a person can not change without some embarrassment. The analyst should avoid asking a person for a decision until the person understands the facts, events, time line and most probable root cause of failure.
The analyst should take the time to work with people and help them grow and develop, for those who help people understand new things and develop professional abilities become friends. Friendship leads to improved business and happier days for all

Step 7--Make Repairs as Directed
Step 7 is to make repairs as directed by the responsible party. At this point, the root cause has been identified, the responsible party has been contacted, proper communication has been made to insure understanding, and agreement has been reached on the type of repair, the costs, and who is to pay. Now repairs need to be made in the time and manner promised, and at the agreed upon cost.
Step 8--Follow-up with Customer.
Step 8 is to follow up with the customer after repairs to insure:1. that the root cause was identified and proper corrective action was taken, and
2. that the customer is pleased with:
a. his product, and
b. the product support he received.
The first follow-up can be done by phone, but should happen within a week after repairs. The second follow-up should be done in person within a month after the problem has been solved.
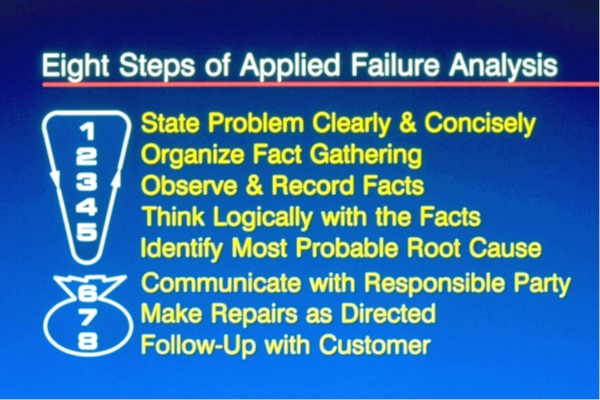
EIGHT STEP SUMMARY.
This completes review of the eight steps of applied failure analysis which will help find the real cause of problems and satisfy customers. An exclamation mark has been drawn around the eight steps to indicate their value in applied failure analysis.The first five steps identify the root cause of failure. The upper portion of the exclamation mark has been drawn around these steps and acts like a funnel. As the analyst works with the problem statement, facts, and logical thought, the root cause will come out the bottom. Arrows have been drawn into the exclamation mark to show that sometimes the analyst must go back to Steps 2, 3 and 4 for more facts and events until the root cause is identified.
A money bag has been drawn around the last three steps because in these steps people "get the payoff" after the root cause has been identified. Here also is where the analyst can obtain credibility with the customer and increase short and long term sales.

Work as a team
This presentation addressed the job of failure analysis, who should do it, and how each part can be done. These ideas will help analysts become more effective team members in finding the root cause of failures.
THANK YOU HAVE VISITED ON WWW.GOSGT.COM
MANAGEMENT
 Reviewed by heri
on
2:37 AM
Rating:
Reviewed by heri
on
2:37 AM
Rating:
Reviewed by heri
on
2:37 AM
Rating:














No comments: